歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







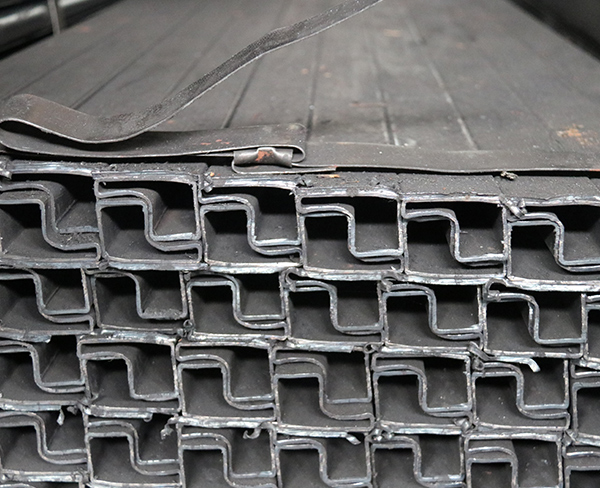
為了確保不銹鋼焊管的質(zhì)量,在選擇管板時(shí)要特別注意管板質(zhì)量,尤其表面有無(wú)麻坑、氣泡、裂紋等,這直接影響著(zhù)不銹鋼焊管的質(zhì)量。那么,如何檢驗原材料的好壞呢?
主要從以下幾方面來(lái)檢驗:
1、外觀(guān)表面不得有氣泡、裂紋、結疤、凹凸不平、變形、拉裂和夾雜等不良;
2、表面有特殊要求的材料,如氧化、表面不作處理的材料、貼膜材料,要求無(wú)深淺劃傷、變形等不良;
3、表面上的局部缺陷應用修磨方法清除,但不得使不銹鋼焊管板厚度小于蕞小允許厚度;
4、冷軋鋼板兩面允許有厚度公差一般范圍內不大于鋼板蕞小厚度的下列缺陷:
(1)輕微麻點(diǎn)及局部深麻點(diǎn)、小氣泡、小拉裂、劃傷、輕微劃痕及軋輥壓痕;
(2)允許有局部的藍色氧化色,反面允許有厚度公差范圍內。
不銹鋼板檢查數量時(shí),應按抽樣標準檢測。對表面有特殊要求的材料外觀(guān)全檢。


為克服鐵素體不銹鋼焊管在焊接過(guò)程中出現的晶間腐蝕和焊接接頭的脆化而引起的裂紋采用以下工藝措施:
1.選擇合適的焊接材料
不銹鋼焊管焊縫的塑性低、韌性差。為了改善焊縫的性能,可向焊縫中加入少量的變質(zhì)劑Ti、Nb等元素,細化焊縫組織,選用奧氏體不銹鋼焊接材料時(shí),由于焊縫塑性好,改善了接頭的性能,但在某些腐蝕介質(zhì)中,耐蝕性可能低子同質(zhì)接頭。用于高溫條件下的鐵素體不銹鋼,必須采用成分基本與母材匹配的填充材料。
2.預熱溫度為100°200Y左右,目的在于使被焊不銹鋼材料處于較好的韌性狀態(tài)和降低焊接接頭的應力。隨著(zhù)鋼中格含量的增加。預熱溫度也相應提高。
3.焊后熱處理不銹鋼焊后對接頭區域進(jìn)行750.充到貧鉻區,以恢復其耐蝕性冷卻,以防止產(chǎn)生475Y脆性。退火處理,使過(guò)飽和的碳、氮完全析出,鉻來(lái)得及補同時(shí)也可改善焊接接頭的組性。需要注意的是退火后應快速冷卻,以防止產(chǎn)生475Y脆性。
4.選擇合適的方法采用小熱趴的焊接方法,如焊條電弧焊、弧焊等,因為鐵素體不銹鋼對過(guò)熱敏感性大,焊接時(shí)應盡可能地減少接頭在高溫停留時(shí)間,以減少晶粳長(cháng)大和475Y的詹響。

我們都知道退火能夠消除不銹鋼焊管的殘余應力,消除冷拔304不銹鋼焊管殘余應力蕞好的辦法就是采用退火的工藝。把鋼管通過(guò)傳送帶運輸到退火爐中,然后進(jìn)過(guò)處理之后,就可以完成退火處理。
退火的目的是什么?
因為304不銹鋼焊管在進(jìn)行冷拔之前,要對鋼管進(jìn)行酸洗、磷化和皂化,之后用冷拔機直接對鋼管進(jìn)行不加熱的機械拔長(cháng),它會(huì )改變原有304不銹鋼焊管的一些機械性能。通過(guò)退火處理之后,能夠還原金屬原有的力學(xué)性能和機械性能,使得304不銹鋼焊管可以正常使用。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com